Przy wyborze obrotowych frezów z węglika spiekanego większość kupujących skupia się na gatunku węglika, twardości lub rozmiarze trzpienia — ale często pomija jeden z najważniejszych czynników wydajności: geometrię zębów.
Konstrukcja zębów (zwana również rowkiem lub wzorem cięcia) bezpośrednio determinuje prędkość cięcia, wydajność usuwania wiórów, wykończenie powierzchni, generowanie ciepła i żywotność narzędzia.
Jeśli jesteś dystrybutorem narzędzi, kupującym przemysłowym lub kierownikiem ds. zakupów w fabryce, zrozumienie geometrii zębów pomoże Ci wybrać odpowiedni frez z węglika spiekanego dla każdego zastosowania — i uniknąć niepotrzebnych kosztów narzędzi.
Co to jest geometria zębów w obrotowych frezach z węglika spiekanego?
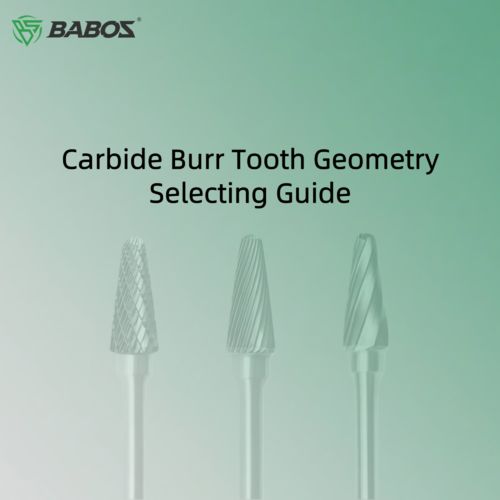
Geometria zębów odnosi się do kształtu, rozmiaru i układu krawędzi skrawających na głowicy frezu z węglika spiekanego. Te zęby tnące usuwają materiał poprzez szybkie szlifowanie obrotowe, a struktura zębów kontroluje:
- Jak agresywnie materiał jest usuwany
- Jak gładko frez tnie
- Jak wióry są odprowadzane
- Jak długo frez wytrzymuje
Dobrze zaprojektowany wzór zębów poprawia wydajność cięcia o 30–50% i znacznie zmniejsza zużycie narzędzia.
Typowe rodzaje zębów frezów z węglika spiekanego
Rodzaj zęba
Wygląd
Stal, żeliwo
Cechy
Pojedyncze cięcie (SC)
Spiralne zęby w jednym kierunku
SS, stal stopowa
Szybkie usuwanie materiału
Podwójne cięcie (DC)
Zęby krzyżowe
Stal nierdzewna, stal hartowanaGładsze wykończenie, stabilne cięcie
Cięcie aluminium (AL)
Duży pojedynczy rowek
Aluminium, mosiądz, tworzywa sztuczne
Zapobieganie zatykaniu
Pojedyncze cięcie vs podwójne cięcie vs cięcie aluminium – Porównanie wydajności
Współczynnik wydajności
Pojedyncze cięcie
Agresywne cięcie
Stabilność w wysokiej temperaturze
Czyste cięcie
★★★★
★★★
Najlepszy do
Stabilność wibracji
★★
★★★★
★★★
Najlepszy do
★
★★★★
★★★
Stabilność wibracji
★★
★★★★
★★★
Najlepszy do
Stal, żeliwo
SS, stal stopowa
Aluminium, miedź
*
Jeśli sprzedajesz do warsztatów metalowych lub dystrybutorów, zawsze uwzględnij wszystkie 3 rodzaje zębów w swoim katalogu — obejmują one 90% potrzeb rynku.Jak geometria zębów wpływa na wydajność cięcia
1. Wydajność usuwania wiórów: Duże konstrukcje rowków usuwają wióry szybciej (najlepsze dla aluminium), podczas gdy zęby krzyżowe zmniejszają rozmiar wiórów (najlepsze dla stali nierdzewnej).
2. Prędkość cięcia: Agresywna geometria rowków zwiększa tempo usuwania, ale wymaga również wyższych obrotów i stabilnych narzędzi.
Zalecane prędkości robocze
Średnica głowicy frezu (obr/min)
3mm (1/8")
6mm (1/4")
10mm (3/8")
12mm (1/2")
16mm (5/8")
Maksymalna prędkość robocza
90000
65000
45000
35000
25000
20000
Zakres użyteczny
60000-80000
30000-45000
10000-50000
7000-30000
6000-20000
Zalecana prędkość początkowa
80000
45000
25000
20000
15000
3. Generowanie ciepła: Zły rodzaj zęba = nadmierne ciepło = zużycie narzędzia + przypalenia na przedmiocie obrabianym.
Zakres użyteczny
60000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Zalecana prędkość początkowa
80000
45000
30000
25000
20000
15000
Zakres użyteczny
60000-80000
30000-45000
30000-40000
22500-30000
18000-20000
Zalecana prędkość początkowa
80000
40000
30000
25000
20000
15000
Zakres użyteczny
60000-80000
30000-45000
19000-30000
15000-22500
12000-18000
Zalecana prędkość początkowa
80000
40000
25000
20000
15000
3. Generowanie ciepła: Zły rodzaj zęba = nadmierne ciepło = zużycie narzędzia + przypalenia na przedmiocie obrabianym.
4. Wibracje i stabilność: Frezy z podwójnym cięciem redukują wibracje i poprawiają kontrolę — idealne do ręcznych operacji szlifierki trzpieniowej.
5. Żywotność narzędzia: Zoptymalizowana geometria zębów zmniejsza tarcie i obciążenie — wydłuża żywotność frezu o 25–40%.
Wybór odpowiedniej geometrii zębów dla różnych materiałów
Materiał
Zalecany rodzaj zęba
Powody rekomendacji
Stal węglowa
Pojedyncze cięcie
Agresywne cięcie
Stal nierdzewna
Podwójne cięcie
Stabilność w wysokiej temperaturze
Stal hartowana
Podwójne cięcie
Stabilność w wysokiej temperaturze
Aluminium
Cięcie aluminium
Czyste cięcie
Tytan
Podwójne cięcie
Stabilność w wysokiej temperaturze
Mosiądz/Miedź
Cięcie aluminium
Czyste cięcie
FAQ – Kupujący również pytają
P1: Który rodzaj zębów frezu z węglika spiekanego wytrzymuje najdłużej?
Frezy z podwójnym cięciem generalnie zapewniają najlepszą równowagę między prędkością a żywotnością narzędzia.
P2: Czy mogę zażądać specjalnej geometrii zębów?
Tak — dostosowywanie geometrii zębów OEM jest dostępne dla zamówień hurtowych.
P3: Jaki rodzaj zębów jest najlepszy dla stali nierdzewnej?
Frezy z podwójnym cięciem — redukują utwardzanie, gładsza kontrola.
Wnioski
Geometria zębów bezpośrednio kontroluje prędkość cięcia, usuwanie wiórów, wykończenie powierzchni, ciepło i żywotność narzędzia. Wybór odpowiedniej konstrukcji zębów oznacza wyższą wydajność i niższe koszty narzędzi.
Produkujemy obrotowe frezy z węglika spiekanego dla globalnych dystrybutorów narzędzi i użytkowników przemysłowych
. Mamy następujące główne zalety:- Bardzo drobnoziarnisty węglik WC
- Precyzyjne szlifowanie CNC 5-osiowe
- Mocne lutowanie srebrem
- Standardowa i niestandardowa geometria zębów
- Hurtowa cena fabryczna + szybka dostawa
Obecnie na rynku dostępne są dwie główne metody spawania: spawanie miedziane z płaskim dnem ogonowym i spawanie miedziane z otworem ogonowym.Lutowanie srebra.Opiszmy krótko zalety i wady tych dwóch metod spawania, które mogą pomóc klientom dokonać lepszego wyboru.
Włókna z miedzianego spawania
• Zalety: niższe koszty, większa powierzchnia styku do spawania, teoretycznie większa wytrzymałość.
• Wady:Skomplikowany proces spawania, wysoka temperatura spawania (około 1100°C), znaczący wpływ na strukturę narzędzia, możliwość niestabilności wydajności.Wysoka temperatura może powodować pęknięcia w twardym stopzie, skoncentrowane naprężenie spawania i większe wahania jakości.
Wylotowanie srebra z płaskim dnem
•Zalety: Prosta konstrukcja spawania, niskie naprężenie spawania, niższa wymagana temperatura spawania (około 800°C), lepsze zachowanie właściwości zarówno stopu głowy, jak i stalowej szczypy.Wyższa wytrzymałość spawaniaKonstrukcja rdzenia skutecznie zmniejsza naprężenie spawania i eliminuje mikrokraki.
• Wady: Wyższe koszty.
Jeśli wymagana jest wysoka wydajność, szybka obsługa i długa żywotność płytki obrotowej z twardych stopów, zaleca się spawanie srebrne z płaskim dnem.zapewnia lepszą stabilność i niezawodnośćJeśli koszt jest problemem i scenariusze użytkowania nie wymagają wysokich wymogów dotyczących wydajności narzędzia, należy również rozważyć spawanie miedziane z otworami ogonowymi.
Technologia lutowania i dobór materiału lutowniczego bezpośrednio determinują poziom jakości frezu z węglika spiekanego.
Technologia spawania frezów obrotowych z węglika spiekanego jest jednym z kluczowych czynników wpływających na ich jakość. Wybór materiałów spawalniczych i procesów spawalniczych bezpośrednio determinuje poziom jakości frezów obrotowych z węglika spiekanego.
Wybór materiałów spawalniczych: Frezy obrotowe z węglika spiekanego wykorzystują materiał lutowniczy typu rdzeń-kanapka ze srebrem, który ma srebro na obu końcach i warstwę rdzenia ze stopu miedzi pomiędzy. Temperatura lutowania dla tego materiału wynosi około 800°C, co jest znacznie niższe w porównaniu z temperaturą lutowania 1100°C wymaganą dla materiałów lutowniczych miedzianych. To znacznie ogranicza uszkodzenia właściwości węglika, zmniejsza naprężenia spawalnicze, zapobiega mikropęknięciom w węgliku i zapewnia lepszą wytrzymałość spoiny.
Wybór metod spawania: Obecnie na rynku dostępne są dwie główne metody spawania: lutowanie płaskie ze srebrem i lutowanie miedziane z otworem ogonowym. Lutowanie płaskie ze srebrem ma prostszą strukturę, mniejsze naprężenia spawalnicze i niższą wymaganą temperaturę lutowania, co lepiej zachowuje właściwości stopu i stalowego trzpienia. Z drugiej strony, lutowanie miedziane z otworem ogonowym pozwala zaoszczędzić trochę materiału węglikowego i jest tańsze, ale wyższa temperatura lutowania może spowodować uszkodzenie właściwości węglika.
Sprzęt i proces spawania: Użycie automatycznych spawarek jest kluczową częścią procesu. W automatycznym procesie spawania końcówka z węglika i stalowy trzpień mogą automatycznie się wyrównywać do lutowania bez interwencji ręcznej, co znacznie zapewnia stabilność jakości spawania i doskonałą współosiowość między stalowym trzpieniem a końcówką z węglika po spawaniu.
Jako firma z ponad dziesięcioletnim doświadczeniem w badaniach i rozwoju materiałów z węglika spiekanego, Chengdu BABOS Cutting Tools ma głębokie zrozumienie właściwości materiałów z węglika spiekanego. Podczas procesu spawania frezów obrotowych stosujemy w pełni zautomatyzowaną technologię lutowania płaskiego ze srebrem, która w znacznym stopniu chroni właściwości stopu i zapewnia doskonałą współosiowość między stalowym trzpieniem a końcówką z węglika.
Wprowadzenie
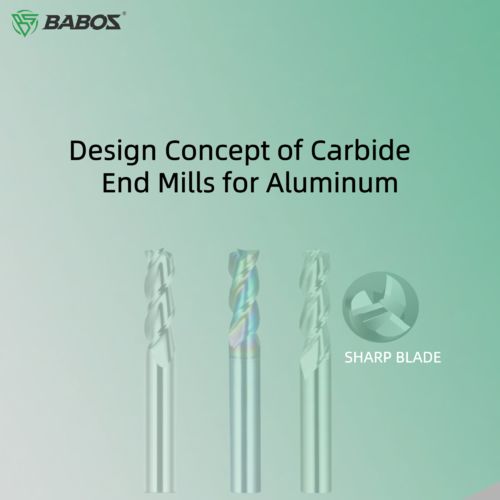
Projektując frezy trzpieniowe z węglika spiekanego do aluminium, kluczowe jest kompleksowe uwzględnienie doboru materiału, geometrii narzędzia, technologii powlekania i parametrów obróbki. Czynniki te zapewniają wydajną i stabilną obróbkę stopów aluminium, jednocześnie wydłużając żywotność narzędzia.
1. Dobór materiału
1.1 Podłoże z węglika spiekanego: Preferowany jest węglik typu YG (np. YG6, YG8) ze względu na jego niskie powinowactwo chemiczne ze stopami aluminium, co pomaga zmniejszyć tworzenie się narostu.
1.2 Stopy aluminium o wysokiej zawartości krzemu (8%–12% Si): Zalecane są narzędzia powlekane diamentem lub niepowlekany węglik drobnoziarnisty, aby zapobiec korozji narzędzia wywołanej przez krzem.
1.3 Obróbka o wysokim połysku: Sugerowane są frezy trzpieniowe z węglika wolframu o wysokiej sztywności z precyzyjnym polerowaniem krawędzi, aby uzyskać wykończenie powierzchni przypominające lustro.
2. Projekt geometrii narzędzia
2.1 Liczba ostrzy: Konstrukcja z 3 ostrzami jest powszechnie stosowana w celu zrównoważenia wydajności skrawania i ewakuacji wiórów. Do zgrubnej obróbki stopów aluminium lotniczego można wybrać frez trzpieniowy z 5 ostrzami (np. Kennametal KOR5), aby zwiększyć posuw.
2.2 Kąt spirali: Zalecany jest duży kąt spirali 20°–45°, aby poprawić gładkość skrawania i zmniejszyć wibracje. Nadmiernie duże kąty (>35°) mogą osłabić wytrzymałość zęba, dlatego wymagana jest równowaga między ostrością a sztywnością.
2.3 Kąty natarcia i przyłożenia: Większy kąt natarcia (10°–20°) obniża opór skrawania i zapobiega przyleganiu aluminium. Kąty przyłożenia wynoszą zazwyczaj 10°–15°, regulowane w zależności od warunków skrawania, w celu zrównoważenia odporności na zużycie i wydajności skrawania.
2.4 Konstrukcja wrębu wiórowego: Szerokie, ciągłe spirale zapewniają szybką ewakuację wiórów i minimalizują ich przyklejanie się.
2.5 Przygotowanie krawędzi: Krawędzie skrawające muszą pozostać ostre, aby zmniejszyć siłę skrawania i zapobiec przyleganiu; odpowiednie fazowanie zwiększa wytrzymałość i zapobiega wykruszaniu się krawędzi.
3. Zalecane opcje powlekania
3.1 Niepowlekane: W wielu przypadkach frezy do aluminium są niepowlekane. Jeśli powłoka zawiera aluminium, może reagować z obrabianym przedmiotem, powodując delaminację lub przyleganie powłoki, co prowadzi do nienormalnego zużycia narzędzia. Niepowlekane frezy są opłacalne, niezwykle ostre i łatwe do ponownego szlifowania, dzięki czemu nadają się do produkcji krótkoseryjnej, prototypowania lub zastosowań o umiarkowanych wymaganiach dotyczących wykończenia powierzchni (Ra > 1,6 μm).
3.2 Węgiel diamentopodobny (DLC): DLC jest na bazie węgla, o tęczowym wyglądzie, oferując doskonałą odporność na zużycie i właściwości antyadhezyjne—idealny do obróbki aluminium.
3.3 Powłoka TiAlN: Chociaż TiAlN zapewnia doskonałą odporność na utlenianie i zużycie (3–4 razy dłuższą żywotność niż TiN w stali, stali nierdzewnej, tytanie i stopach niklu), generalnie nie jest zalecany do aluminium, ponieważ aluminium w powłoce może reagować z obrabianym przedmiotem.
3.4 Powłoka AlCrN: Chemicznie stabilna, nieprzywierająca i odpowiednia do tytanu, miedzi, aluminium i innych miękkich materiałów.
3.5 Powłoka TiAlCrN: Powłoka o strukturze gradientowej o wysokiej wytrzymałości, twardości i niskim tarciu. Przewyższa TiN pod względem wydajności skrawania i nadaje się do frezowania aluminium.
Podsumowanie: Unikaj powłok zawierających aluminium (np. TiAlN) podczas obróbki aluminium, ponieważ przyspieszają one zużycie narzędzia.
4. Kluczowe kwestie
4.1 Ewakuacja wiórów: Wióry aluminiowe mają tendencję do przyklejania się; wymagane są zoptymalizowane konstrukcje wrębów (np. faliste krawędzie, duże kąty natarcia) dla płynnej ewakuacji.
4.2 Metoda chłodzenia:
4.2.1 Preferuj chłodzenie wewnętrzne (np. Kennametal KOR5), aby obniżyć temperaturę skrawania i spłukać wióry.
4.2.2 Używaj płynów chłodząco-smarujących (emulsji lub chłodziw na bazie oleju), aby zmniejszyć tarcie i ciepło, chroniąc zarówno narzędzie, jak i obrabiany przedmiot.
4.2.3 Zapewnij wystarczający przepływ chłodziwa, aby pokryć strefę skrawania.
4.3 Parametry obróbki:
4.3.1 Skrawanie z dużą prędkością: Prędkości skrawania 1000–3000 m/min poprawiają wydajność, jednocześnie zmniejszając siłę skrawania i ciepło.
4.3.2 Posuw: Zwiększenie posuwu (0,1–0,3 mm/ząb) zwiększa produktywność, ale należy unikać nadmiernej siły.
4.3.3 Głębokość skrawania: Zazwyczaj 0,5–2 mm, regulowana zgodnie z wymaganiami.
4.3.4 Konstrukcja antywibracyjna: Zmienna spirala, nierównomierne rozmieszczenie wrębów lub stożkowe struktury rdzenia mogą tłumić drgania (np. KOR5).
Wnioski
Podstawowymi zasadami projektowania frezów trzpieniowych z węglika spiekanego do aluminium są niskie tarcie, wysoka wydajność ewakuacji wiórów i działanie antyadhezyjne. Zalecane materiały to węglik typu YG lub niepowlekany węglik drobnoziarnisty. Geometria musi równoważyć ostrość z sztywnością, a powłoki powinny unikać związków zawierających aluminium. W przypadku wykończeń o wysokim połysku lub stopów aluminium o wysokiej zawartości krzemu, niezbędne są zoptymalizowane konstrukcje krawędzi i wrębów. W praktyce wydajność można zmaksymalizować, łącząc odpowiednie parametry obróbki (np. duża prędkość, frezowanie wznoszące) ze skutecznymi strategiami chłodzenia (np. chłodziwo wewnętrzne).
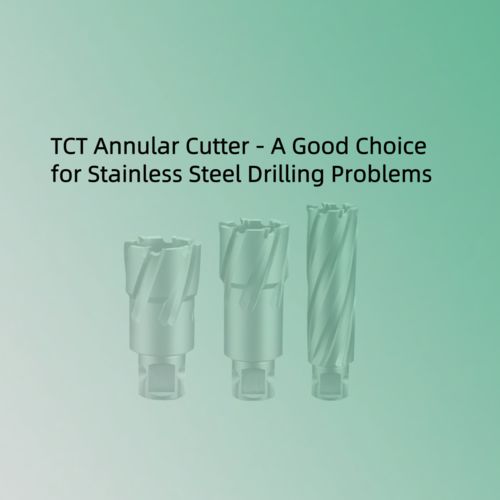
Frez krążkowy: Profesjonalne narzędzie do pokonywania wyzwań związanych z wierceniem stali nierdzewnej
W dziedzinie obróbki przemysłowej stal nierdzewna stała się kluczowym materiałem w produkcji ze względu na doskonałą odporność na korozję, wysoką wytrzymałość i dobrą ciągliwość. Jednak te same właściwości stanowią również poważne wyzwania dla operacji wiercenia, co sprawia, że wiercenie stali nierdzewnej jest zadaniem wymagającym. Nasz frez krążkowy, dzięki unikalnej konstrukcji i wyjątkowej wydajności, stanowi idealne rozwiązanie dla wydajnego i precyzyjnego wiercenia w stali nierdzewnej.
①. Wyzwania i główne trudności w wierceniu stali nierdzewnej
1.Wysoka twardość i duża odporność na zużycie:Stal nierdzewna, szczególnie gatunki austenityczne, takie jak 304 i 316, charakteryzuje się wysoką twardością, która znacznie zwiększa opór skrawania – ponad dwukrotnie w porównaniu ze zwykłą stalą węglową. Standardowe wiertła szybko się tępią, a wskaźniki zużycia wzrastają nawet o 300%.
2.Słaba przewodność cieplna i gromadzenie się ciepła:Przewodność cieplna stali nierdzewnej wynosi tylko jedną trzecią przewodności cieplnej stali węglowej. Ciepło skrawania generowane podczas wiercenia nie może szybko się rozproszyć, powodując lokalne temperatury przekraczające 800°C. W takich warunkach wysokiej temperatury i wysokiego ciśnienia pierwiastki stopowe w stali nierdzewnej mają tendencję do łączenia się z materiałem wiertła, prowadząc do adhezji i zużycia dyfuzyjnego. Powoduje to awarię wyżarzania wiertła i utwardzanie powierzchni przedmiotu obrabianego.
3.Znacząca tendencja do umacniania się:Pod wpływem naprężeń skrawania część austenitu przekształca się w martenzyt o wysokiej twardości. Twardość utwardzonej warstwy może wzrosnąć od 1,4 do 2,2 razy w porównaniu z materiałem podstawowym, a wytrzymałość na rozciąganie osiąga nawet 1470–1960 MPa. W rezultacie wiertło stale tnie coraz twardszy materiał.
4.Przywieranie wiórów i słaba ewakuacja wiórów:Ze względu na wysoką ciągliwość i wytrzymałość stali nierdzewnej, wióry mają tendencję do tworzenia ciągłych wstęg, które łatwo przylegają do krawędzi skrawającej, tworząc narosty. Zmniejsza to wydajność skrawania, rysuje ścianę otworu i prowadzi do nadmiernej chropowatości powierzchni (Ra > 6,3 μm).
5.Odkształcenia cienkich płyt i odchylenia pozycjonowania:Podczas wiercenia arkuszy cieńszych niż 3 mm, nacisk osiowy ze strony tradycyjnych wierteł może powodować wypaczenie materiału. Gdy końcówka wiertła przebija się, niezrównoważone siły promieniowe mogą prowadzić do słabej okrągłości otworu (zazwyczaj odchylenie o ponad 0,2 mm).
Te wyzwania sprawiają, że konwencjonalne techniki wiercenia są nieefektywne w przypadku obróbki stali nierdzewnej, co wymaga bardziej zaawansowanych rozwiązań wiercenia, aby skutecznie rozwiązać te problemy.
②. Definicja frezu krążkowego
Frez krążkowy, znany również jako wiertło rurowe, to specjalistyczne narzędzie przeznaczone do wiercenia otworów w twardych płytach metalowych, takich jak stal nierdzewna i grube blachy stalowe. Przyjmując zasadę skrawania pierścieniowego (w kształcie pierścienia), pokonuje ograniczenia tradycyjnych metod wiercenia.
Najbardziej charakterystyczną cechą frezu krążkowego jest jego pusta, pierścieniowa głowica skrawająca, która usuwa tylko materiał wzdłuż obwodu otworu, a nie cały rdzeń, jak w przypadku konwencjonalnych wierteł krętych. Ta konstrukcja radykalnie zwiększa jego wydajność, czyniąc go znacznie lepszym od standardowych wierteł podczas pracy z grubymi płytami stalowymi i stalą nierdzewną.
③. Kluczowa konstrukcja techniczna frezu krążkowego
1.Trójkrawędziowa skoordynowana struktura skrawania:Kompozytowa głowica skrawająca składa się z zewnętrznej, środkowej i wewnętrznej krawędzi skrawającej:
Krawędź zewnętrzna: Tnie rowek kołowy, aby zapewnić precyzyjną średnicę otworu (±0,1 mm).
Krawędź środkowa: Znosi 60% głównego obciążenia skrawaniem i charakteryzuje się odpornym na zużycie węglikiem dla trwałości.
Krawędź wewnętrzna: Przełamuje rdzeń materiału i pomaga w usuwaniu wiórów. Nierówna konstrukcja podziałki zębów pomaga zapobiegać wibracjom podczas wiercenia.
2.Konstrukcja rowka do skrawania pierścieniowego i łamania wiórów:
Usuwane jest tylko 12%–30% materiału w kształcie pierścienia (rdzeń zachowany), co zmniejsza powierzchnię skrawania o 70% i obniża zużycie energii o 60%. Specjalnie zaprojektowane spiralne rowki na wióry automatycznie rozbijają wióry na małe fragmenty, skutecznie zapobiegając splątaniu wiórów w kształcie wstęgi – częsty problem podczas wiercenia stali nierdzewnej.
3.Centralny kanał chłodzący:Chłodziwo emulsyjne (stosunek oleju do wody 1:5) jest bezpośrednio rozpylane na krawędź skrawającą przez centralny kanał, obniżając temperaturę w strefie skrawania o ponad 300°C.
4.Mechanizm pozycjonowania:
Centralny trzpień prowadzący jest wykonany ze stali o wysokiej wytrzymałości, aby zapewnić precyzyjne pozycjonowanie i zapobiec poślizgowi wiertła podczas pracy – szczególnie ważne podczas wiercenia śliskich materiałów, takich jak stal nierdzewna.
④. Zalety frezów krążkowych w wierceniu stali nierdzewnej
W porównaniu z tradycyjnymi wiertłami krętymi, które wykonują skrawanie na całej powierzchni, frezy krążkowe usuwają tylko sekcję materiału w kształcie pierścienia – zachowując rdzeń – co przynosi rewolucyjne korzyści:
1.Przełomowe ulepszenie wydajności:Dzięki 70% redukcji powierzchni skrawania, wiercenie otworu o średnicy 30 mm w stali nierdzewnej 304 o grubości 12 mm zajmuje zaledwie 15 sekund – 8 do 10 razy szybciej niż w przypadku użycia wiertła krętego. Dla tej samej średnicy otworu skrawanie krążkowe zmniejsza obciążenie pracą o ponad 50%. Na przykład wiercenie przez płytę stalową o grubości 20 mm zajmuje 3 minuty przy użyciu tradycyjnego wiertła, ale tylko 40 sekund przy użyciu frezu krążkowego.
2.Znacząca redukcja temperatury skrawania:Płyn chłodzący jest bezpośrednio wtryskiwany do strefy wysokiej temperatury (optymalny stosunek: emulsja olejowo-wodna 1:5). W połączeniu z warstwową konstrukcją skrawania, utrzymuje to temperaturę głowicy skrawającej poniżej 300°C, zapobiegając wyżarzaniu i awariom termicznym.
3.Gwarantowana precyzja i jakość:Wielokrawędziowe, zsynchronizowane skrawanie zapewnia automatyczne centrowanie, co skutkuje gładkimi ścianami otworu bez zadziorów. Odchylenie średnicy otworu jest mniejsze niż 0,1 mm, a chropowatość powierzchni wynosi Ra ≤ 3,2 μm – eliminując potrzebę obróbki wtórnej.
4.Wydłużona żywotność narzędzia i obniżone koszty:Głowica skrawająca z węglika spiekanego wytrzymuje wysoką ścieralność stali nierdzewnej. Ponad 1000 otworów można wywiercić na cykl ponownego szlifowania, zmniejszając koszty narzędzi nawet o 60%.
5.Studium przypadku:Producent lokomotyw użył frezów krążkowych do wiercenia otworów o średnicy 18 mm w płytach podstawowych ze stali nierdzewnej 1Cr18Ni9Ti o grubości 3 mm. Wskaźnik przejścia otworu poprawił się z 95% do 99,8%, odchylenie okrągłości zmniejszyło się z 0,22 mm do 0,05 mm, a koszty pracy zostały obniżone o 70%.
⑤. Pięć głównych wyzwań i ukierunkowane rozwiązania dla wiercenia stali nierdzewnej
1.Odkształcenia cienkich ścianek
1.1Problem: Nacisk osiowy ze strony tradycyjnych wierteł powoduje plastyczne odkształcenie cienkich płyt; przy przebiciu niezrównoważona siła promieniowa prowadzi do otworów o owalnym kształcie.
1.2.Rozwiązania:
Metoda podparcia tylnego: Umieść aluminiowe lub inżynieryjne płyty podkładowe pod przedmiotem obrabianym, aby rozłożyć naprężenia ściskające. Przetestowano na stali nierdzewnej o grubości 2 mm, odchylenie owalności ≤ 0,05 mm, wskaźnik odkształcenia zmniejszony o 90%.
Parametry posuwu krokowego: Początkowy posuw ≤ 0,08 mm/obr., zwiększ do 0,12 mm/obr. na 5 mm przed przebiciem i do 0,18 mm/obr. na 2 mm przed przebiciem, aby uniknąć rezonansu prędkości krytycznej.
2. Przywieranie skrawania i tłumienie narostu
2.1.Przyczyna: Spawanie wiórów ze stali nierdzewnej do krawędzi skrawającej w wysokiej temperaturze (>550°C) powoduje wytrącanie się pierwiastka Cr i adhezję.
2.2.Rozwiązania:
Technologia fazowania krawędzi skrawającej: Dodaj fazę 45° o szerokości 0,3-0,4 mm z kątem natarcia 7°, zmniejszając powierzchnię styku ostrza z wiórem o 60%.
Zastosowanie powłoki łamiącej wióry: Użyj wierteł pokrytych TiAlN (współczynnik tarcia 0,3), aby zmniejszyć wskaźnik narostu o 80% i podwoić żywotność narzędzia.
Pulsacyjne chłodzenie wewnętrzne: Podnieś wiertło co 3 sekundy na 0,5 sekundy, aby umożliwić penetrację płynu skrawającego na granicy adhezji. W połączeniu z 10% emulsją ekstremalnego ciśnienia zawierającą dodatki siarkowe, temperatura w strefie skrawania może spaść o ponad 300°C, znacznie zmniejszając ryzyko spawania.
3. Problemy z ewakuacją wiórów i zakleszczaniem się wiertła
3.1.Mechanizm awarii: Długie wióry w postaci pasków splątują się z korpusem narzędzia, blokując przepływ chłodziwa i ostatecznie zatykając rowki wiórowe, powodując pękanie wiertła.
3.2.Skuteczne rozwiązania ewakuacji wiórów:
Zoptymalizowana konstrukcja rowka wiórowego: Cztery spiralne rowki z kątem helisy 35°, zwiększona głębokość rowka o 20%, zapewniająca szerokość wióra każdej krawędzi skrawającej ≤ 2 mm; zmniejsza rezonans skrawania i współpracuje z prętami dociskowymi sprężyny w celu automatycznego czyszczenia wiórów.
Ewakuacja wiórów wspomagana ciśnieniem powietrza: Przymocuj pistolet pneumatyczny 0,5 MPa do wiertarki magnetycznej, aby wydmuchać wióry po każdym otworze, zmniejszając wskaźnik zakleszczania o 95%.
Procedura przerywanego cofania wiertła: Całkowicie cofnij wiertło, aby usunąć wióry po osiągnięciu głębokości 5 mm, szczególnie zalecane w przypadku przedmiotów obrabianych o grubości większej niż 25 mm.
4. Pozycjonowanie powierzchni zakrzywionych i zapewnienie prostopadłości4.1.
Specjalny scenariusz wyzwania: Poślizg wiertła na zakrzywionych powierzchniach, takich jak rury stalowe, początkowy błąd pozycjonowania >1 mm.4.2.
Rozwiązania inżynieryjne:Urządzenie pozycjonujące z laserem krzyżowym:
Zintegrowany projektor laserowy na wiertarce magnetycznej wyświetla krzyż na zakrzywionej powierzchni z dokładnością ±0,1 mm.Uchwyt adaptacyjny do powierzchni zakrzywionych:
Zacisk rowka V z blokadą hydrauliczną (siła mocowania ≥5 kN) zapewnia oś wiertła równoległą do normalnej powierzchni.Metoda wiercenia startowego krok po kroku:
Wywierć wstępnie otwór pilotowy 3 mm na zakrzywionej powierzchni → rozszerzenie pilota Ø10 mm → frez krążkowy o docelowej średnicy. Ta trzystopniowa metoda zapewnia pionowość otworów Ø50 mm przy 0,05 mm/m.⑥.
Konfiguracja parametrów wiercenia stali nierdzewnej i płyn chłodzącyNauka 6.1 Złota matryca parametrów skrawania
Dynamiczna regulacja parametrów w zależności od grubości stali nierdzewnej i średnicy otworu jest kluczem do sukcesu:
Grubość przedmiotu obrabianego
Zakres średnic otworów
Prędkość wrzeciona (obr./min)
Posuw (mm/obr)
Ciśnienie chłodziwa (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Dane zebrane z eksperymentów obróbki austenitycznej stali nierdzewnej.
Uwaga:
Posuw 0,25 mm/obr. powoduje odpryski wkładki. Konieczne jest ścisłe dopasowanie stosunku prędkości do posuwu.6.2 Wytyczne dotyczące wyboru i użytkowania chłodziwa
6.2.1.
Preferowane formulacje:Cienkie płyty:
Emulsja rozpuszczalna w wodzie (olej:woda = 1:5) z 5% dodatkami siarkowymi ekstremalnego ciśnienia.Grube płyty:
Olej do cięcia o wysokiej lepkości (ISO VG68) z dodatkami chloru w celu zwiększenia smarowania.6.2.2.
Specyfikacje zastosowania:Priorytet chłodzenia wewnętrznego:
Chłodziwo dostarczane przez otwór środkowy w trzpieniu wiertła do końcówki wiertła, natężenie przepływu ≥ 15 l/min.Pomoc chłodzenia zewnętrznego:
Dysze rozpylają chłodziwo na rowki wiórowe pod kątem 30°.Monitorowanie temperatury:
Wymień chłodziwo lub dostosuj skład, gdy temperatura strefy skrawania przekracza 120°C.6.3 Sześciostopniowy proces operacyjny
Mocowanie przedmiotu obrabianego → blokada uchwytu hydraulicznego
Pozycjonowanie środkowe → kalibracja krzyżowa laserem
Montaż wiertła → sprawdź moment dokręcania wkładki
Ustawienie parametrów → konfiguracja zgodnie z matrycą grubości-średnicy otworu
Aktywacja chłodziwa → wstępne wtryskiwanie chłodziwa na 30 sekund
Wiercenie krok po kroku → cofaj co 5 mm, aby usunąć wióry i wyczyścić rowki
⑦.
Zalecenia dotyczące wyboru i adaptacji scenariuszy7.1 Wybór wiertła
7.1.1.
Opcje materiałoweTyp ekonomiczny:
Stal szybkotnąca kobaltowa (M35)Obowiązujące scenariusze:
Cienkie płyty ze stali nierdzewnej 304 Zalety: 2000 otworów, współczynnik tarcia powłoki TiAlN 0,3, zmniejsza narost o 80%, rozwiązuje problemy z adhezją ze stalą nierdzewną 316L.Specjalne rozwiązanie wzmocnione (ekstremalne warunki):
Podłoże z węglika wolframu + powłoka nanorurkowaWzmocnienie nanocząsteczkowe poprawia wytrzymałość na zginanie, odporność na ciepło do 1200°C, odpowiednie do wiercenia głębokich otworów (>25 mm) lub stali nierdzewnej z zanieczyszczeniami.7.1.2.
Kompatybilność chwytuWiertarki magnetyczne krajowe: chwyt kątowy.
Importowane wiertarki magnetyczne (FEIN, Metabo): chwyt uniwersalny, obsługiwany system szybkiej wymiany, tolerancja bicia ≤ 0,01 mm.
Japońskie wiertarki magnetyczne (Nitto): tylko chwyt uniwersalny, chwyty kątowe nie są kompatybilne; wymagają dedykowanego interfejsu szybkiej wymiany.
Centra obróbcze / wiertarki: uchwyt narzędziowy hydrauliczny HSK63 (bicie ≤ 0,01 mm).
Wiertarki ręczne / sprzęt przenośny: czterootworowy chwyt szybkiej wymiany z samozamykającymi się kulkami stalowymi.
Specjalna adaptacja: Konwencjonalne wiertarki kolumnowe wymagają adapterów stożka Morse'a (MT2/MT4) lub adapterów BT40 do kompatybilności z frezami krążkowymi.
7.2 Typowe rozwiązania scenariuszowe
7.2.1.
Otwory połączeniowe cienkich płyt konstrukcji stalowychProblem:
Poślizg na zakrzywionej powierzchni powoduje błąd pozycjonowania > 1 mm.Rozwiązanie:
Trzystopniowa metoda wiercenia: otwór pilotowy Ø3 mm → otwór rozprężny Ø10 mmParametry: Prędkość 450 obr./min, posuw 0,08 mm/obr., chłodziwo: emulsja olejowo-wodna.
7.2.2.
Obróbka głębokich otworów w grubych płytach w przemyśle stoczniowymProblem:
Poślizg na zakrzywionej powierzchni powoduje błąd pozycjonowania > 1 mm.Rozwiązanie:
Trzystopniowa metoda wiercenia: otwór pilotowy Ø3 mm → otwór rozprężny Ø10 mm
Parametry: Prędkość 150 obr./min, posuw 0,20 mm/obr., stopniowa ewakuacja wiórów.
7.2.3.
Wiercenie otworów na powierzchniach o wysokiej twardości szynProblem:
Poślizg na zakrzywionej powierzchni powoduje błąd pozycjonowania > 1 mm.Rozwiązanie:
Trzystopniowa metoda wiercenia: otwór pilotowy Ø3 mm → otwór rozprężny Ø10 mm
Pomoc: mocowanie typu V + pozycjonowanie laserowe (dokładność ±0,1 mm).
7.2.4.
Pozycjonowanie powierzchni zakrzywionych/pochyłychProblem:
Poślizg na zakrzywionej powierzchni powoduje błąd pozycjonowania > 1 mm.Rozwiązanie:
Trzystopniowa metoda wiercenia: otwór pilotowy Ø3 mm → otwór rozprężny Ø10 mm → wiertło o docelowej średnicy. Wyposażenie: wiertarka magnetyczna zintegrowana z pozycjonowaniem laserowym krzyżowym.⑦.
Wartość techniczna i korzyści ekonomiczne wiercenia płyt stalowychGłównym wyzwaniem wiercenia stali nierdzewnej jest konflikt między właściwościami materiału a tradycyjnymi narzędziami. Frez krążkowy osiąga zasadniczy przełom dzięki trzem głównym innowacjom:
Rewolucja skrawania krążkowego:
usuwa tylko 12% materiału zamiast pełnego skrawania przekroju.Rozkład obciążenia mechanicznego wielokrawędziowego:
zmniejsza obciążenie na krawędź skrawającą o 65%.Dynamiczna konstrukcja chłodzenia:
obniża temperaturę skrawania o ponad 300°C.W praktycznych walidacjach przemysłowych frezy krążkowe zapewniają znaczne korzyści:
Wydajność:
Czas wiercenia jednego otworu jest skrócony do 1/10 czasu w przypadku wierteł krętych, zwiększając dzienną wydajność o 400%.Koszt:
Żywotność wkładki przekracza 2000 otworów, zmniejszając całkowity koszt obróbki o 60%.Jakość:
Tolerancja średnicy otworu konsekwentnie spełnia klasę IT9, przy prawie zerowym wskaźniku złomu.Wraz z popularyzacją wiertarek magnetycznych i postępem w technologii węglików spiekanych, frezy krążkowe stały się niezastąpionym rozwiązaniem w obróbce stali nierdzewnej. Przy prawidłowym doborze i znormalizowanej eksploatacji, nawet ekstremalne warunki, takie jak głębokie otwory, cienkie ścianki i zakrzywione powierzchnie, mogą zapewnić wysoce wydajną i precyzyjną obróbkę.
Zaleca się, aby przedsiębiorstwa budowały bazę danych parametrów wiercenia w oparciu o strukturę swoich produktów, aby stale optymalizować zarządzanie całym cyklem życia narzędzia.
1Co to jest BURR CARBIDE?
Karbid burr, znany również jako burr bit, burr cutter, carbide burr bit, carbide die grinder bit itp.karbidowca jest rodzajem obracającego się narzędzia do cięcia, które jest przymocowane do narzędzi pneumatycznych lub narzędzi elektrycznych i specjalnie stosowane do usuwania metalowych wątekWykorzystuje się go głównie w procesie obróbki surowej części roboczej o wysokiej wydajności.
2Komponent karbidu?
Karbid burr można podzielić na typ lutowany i typ stały. typ lutowany jest wykonany z części głowicy węglowej i części koła stalowego lutowanych razem, gdy średnica głowicy burr i koła nie jest taka sama,stosowany jest typ lutowanyTyp stały jest wykonany z stałego węglanu, gdy średnica głowicy i łopatki jest taka sama.
3W jakim celu stosuje się BURR CARBIDE?
W ostatnich latach, ze wzrostem liczby użytkowników, wprowadzono nowe technologie, które pozwalają na zwiększenie efektywności produkcji.Stał się niezbędnym narzędziem dla montażystów i naprawców..
Główne zastosowania:
♦ usunięcie żetonów.♦ modyfikacja kształtu.♦ wykończenie krawędzi i podłoża.♦ wykonywanie fresowania przygotowawczego do zgrzewania.♦ czyszczenie spawania.♦ czyste materiały odlewowe.♦ poprawa geometrii przedmiotu.
Główne branże:
♦ Przemysł pleśni. Do wykończenia wszelkiego rodzaju metalowych próżni pleśni, takich jak pleśni butów itp.♦ Przemysł grawerowy: do grawerowania wszelkiego rodzaju metali i innych materiałów, takich jak przedmioty rzemieślnicze.♦ Przemysł wytwórczy urządzeń: do czyszczenia płetwy, węzła, szwu spawalniczego odlewu, kawałka kuciego i spawania, np. fabryki odlewek, stoczni, polerowania węzłów kołowych w fabryce samochodowej,itd.♦ Przemysł maszynowy: do obróbki przewodów, okrągłych, rowerów i kluczy wszystkich rodzajów części mechanicznych, czyszczenia rur, wykończenia powierzchni otworów wewnętrznych części maszynowych,np. fabryka maszyn, warsztaty i tak dalej.♦ Przemysł silnikowy: do wygładzania przepływu obrotowego, np. fabryki silników samochodowych.
♦Przemysł spawalniczy, do wygładzania powierzchni spawalniczej, np. spawania nitetowego.
4- Zalety węglowodorów.
♦ Wszelkiego rodzaju metale (w tym stali wygaszonej) i materiały niemetaliczne (takie jak marmur, jade, kość, tworzywa sztuczne) o twardości poniżej HRC70 mogą być arbitralnie cięte za pomocą węglowodoru.♦ W większości prac może zastąpić małe szlifierki z łopatą i nie powoduje zanieczyszczenia pyłem.♦ Wysoka wydajność produkcyjna, dziesiątki razy wyższa niż wydajność obróbki ręcznej piły i ponad dziesięć razy wyższa niż wydajność obróbki małego szlifu z łopatą.♦ Dzięki dobrej jakości obróbki, wysokiej wykończenia powierzchni, karburowy burr może przetwarzać różne kształty jamy pleśni z wysoką precyzją.♦ Karburowe szlifowanie ma długą żywotność, jest 10 razy trwalsze od szybkiego cięcia stali i 200 razy trwalsze niż szlifowanie tlenku aluminium.♦ Karburowy burr jest łatwy w użyciu, bezpieczny i niezawodny, może zmniejszyć intensywność pracy i poprawić środowisko pracy.♦ Korzyści ekonomiczne po użyciu węglowodoru węglowodowego są znacznie zwiększone, a całkowite koszty przetwarzania mogą zostać zmniejszone dziesiątki razy poprzez użycie węglowodoru węglowodowego.
5. Różnorodność materiałów obrobionych z węglowodorów.
Zastosowanie
Materiały
Używane do odgrywania, frezowania procesu przygotowania, spawania powierzchni, obróbki miejscowej spawania, obróbki formowania, odlewania, obróbki warstwowej, czyszczenia.
Stali, stali odlewanej
Stal nietwarda, nieobrobiona cieplnie, wytrzymałość nieprzekraczająca 1200N/mm2 ((< 38HRC)
konstrukcja stalowa, stal węglowa, stal narzędziowa, stal niestopowa, stal karburująca, stal odlewana
Stal twarda, stal poddana obróbce cieplnej, wytrzymałość powyżej 1200N/mm2 ((> 38HRC)
stal narzędziowa, stal hartowana, stal stopowa, stal odlewana
Stal nierdzewna
Stalo odporne na rdzew i kwasy
stali nierdzewnej austenitycznej i ferrytycznej
Pozostałe metale
metali miękkich innych niż żelaza
aluminiowy
miedzi, miedzi czerwonej, cynku
metali twardych innych niż żelaza
stopu aluminium, mosiądzu, miedzi, cynku
mosiądz, stop tytanu/tytanu, stop duraluminu (wysoka zawartość krzemu)
materiał odporny na ciepło
Stopy na bazie niklu i kobaltu (produkcja silników i turbin)
Żelazo odlewane
żelazo odlewane, żelazo odlewane białe
węzłowy grafyt / żelazo elastyczne EN-GJS(GGG)
żelaza żelaza żelaznego EN-GJMW(GTW),
żelazo czarne EN-GJMB(GTS)
Wykorzystywane do frezowania, formowania, przetwarzania
Plastiki, inne materiały
tworzywa sztuczne wzmocnione włóknami (GRP/CRP), zawartość włókien ≤ 40%
tworzywa sztuczne wzmocnione włóknami (GRP/CRP), o zawartości włókien > 40%
Wykorzystywane do obcinania, frezowania kształtu otworu cięcia
termoplastyczne
6Narzędzia do dopasowywania węglowodorów.
Karburowe szlifowanie jest zwykle stosowane z szybkim szlifierem elektrycznym lub narzędziami pneumatycznymi, może być również stosowane przez zamontowane na narzędziach maszynowych.więc stosowanie karburowego burr w przemyśle jest zazwyczaj napędzane przez narzędzia pneumatyczne. Do użytku osobistego, elektryczna szlifierka jest wygodniejsza, działa po podłączeniu, bez sprężarki powietrza. Wszystko, co musisz zrobić, to wybrać elektryczną szlifierkę z dużą prędkością.Zalecana prędkość jest na ogół 6000-40000 obrotów na minutę, a bardziej szczegółowy opis zalecanej prędkości przedstawiono poniżej.
7Zalecana prędkość karburowania.
Według tej specyfikacji dostępna jest szeroka gamę karbidów do szlifowania.Na przykład:: szlifierki o prędkości 30 000 obrotów na minutę mogą dopasować się do szlifierki węglowodornej o średnicy od 3/16" do 3/8"; dla szlifierek o prędkości 22000 obrotów na minutę dostępne są szlifierki węglowodorne o średnicy od 1/4" do 1/2".Najlepiej wybrać najczęściej używaną średnicę.
Ponadto optymalizacja środowiska szlifowania i utrzymanie szlifowania maszyny są również bardzo ważne..Dlatego zalecamy częste sprawdzanie układu ciśnienia powietrza i uszczelnienia szlifierki.
W rzeczywistości rozsądna prędkość pracy jest bardzo ważna dla osiągnięcia dobrego efektu cięcia i jakości kawałka roboczego.ale jeśli prędkość jest zbyt wysoka może spowodować pęknięcie stalowej łopatkiZmniejszenie prędkości jest pomocne w szybkim cięciu, ale może spowodować przegrzanie systemu i obniżenie jakości cięcia.Tak więc każdy rodzaj węglowodorów burr powinien być wybrany zgodnie z specyficzną operację odpowiedniej prędkości.
Proszę sprawdzić zalecany wykaz prędkości poniżej:
Zalecana lista prędkości dla użycia karburowego burra.
Zakres prędkości zaleca się dla różnych materiałów i średnic burr(rpm)
Średniki burr
3 mm (1/8")
6 mm (1/4")
10 mm (3/8")
12 mm (1/2")
16 mm (5/8")
Maksymalna prędkość robocza (rpm)
90000
65000
55000
35000
25000
Aluminium, tworzywa sztuczne
Zakres prędkości
60000-80000
15000-60000
10000-50000
7000-30000
6000-20000
Zalecana prędkość startowa
65000
40000
25000
20000
15000
Miedź, żelazo
Zakres prędkości
45000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Zalecana prędkość startowa
65000
45000
30000
25000
20000
Stal łagodna
Zakres prędkości
60000-80000
45000-60000
30000-40000
22500-30000
18000-20000
Zalecana prędkość startowa
80000
50000
30000
25000
20000